Болид Формулы‑1 своими руками
Кевин Томас (Kevin Thomas) из города Брингтона, в Англии потратил 4 года для создания болида BAR-Honda Formula 1. BAR (British American Racing ) – это автогоночная команда, принимавшая участие в чемпионате мира Формула‑1 с 1999 по 2005 года. Сейчас команды BAR уже не существует.
Кевин Томас является ярым поклонником гонок Формулы 1. Идея собрать собственный болид пришла к нему, когда он увидел вблизи автомобиль Формулы 1 в шоуруме Renault. По сути, был собран полноценный гоночный автомобиль из запчастей разных болидов Формулы‑1, которые удалось достать. Недостающие запчасти были сделаны своими руками.
У него не было специальных инженерных знаний в этой области. Кевин обычный офисный работник. Для сборки болида у него не было даже инструкций. Сборка производилась в помещении, который сложно даже назвать полноценным гаражом, это скорее сарай. Он не представлял, как всё собрать вместе, было лишь желание. Пришлось всё изучать поэтапно, в процессе сборки. Кевин просмотрел множество документальных фильмов об автомобилестроении и работе с углеволокном (для создания недостающих панелей кузова). Было допущено множество ошибок, пока стало всё получаться правильно.
Бывшая в употреблении версия такого болида может стоить около 124000 американских долларов, в зависимости от состояния. Кевином же на данный момент было потрачено всего 13000 долларов.
Большинство запчастей он покупал на Интернет аукционе Ebay. Компания «Memento Exclusives» выставило на продажу на Ebay рамный корпус и ходовую часть болида Формулы 1 BAR-Honda. Лот не был популярен и был снят с продажи. Кевин списался по электронной почте с компанией-продавцом и оказалось, что у них есть ещё различные запчасти, включая рамы и ходовые части от нескольких болидов Формулы 1. Таким образом, Кевин Томас, вышел на прямую на продавца и приобрёл всё необходимое по приемлемым ценам. При покупке частей кузова с рамой ему предстояло выбрать среди трёх предложенных. Это были кузовы от BAR Honda 1999 до 2001 годов. Кевин купил два кузова BAR001 и BAR003 . Так как у них отсутствовали многие детали, пришлось пришлось с запчасти с одного кузова приспосабливать на другой. Как основу проекта он выбрал кузов 2001 года ( BAR003 ). 2001 год был самым удачным для команды BAR .
Некоторые запчасти с Интернет аукциона достались очень дёшево, так как не являлись ходовым товаром для большинства покупателей. Если покупать необходимый электронный блок официально заказав на заводе-изготовители, то стоимость увеличилась бы в разы. Как говорит Кевин, сборка гоночной машины напоминало сборку паззла, в котором постоянно не хватало нескольких элементов, которые были разбросаны по всему миру. Некоторые запчасти удалось купить от других моделей болидов, лишь похожие по форме. Их приходилось дорабатывать.
Кевин вступил в общество коллекционеров частей от гоночных автомобилей F1 и покупал некоторые недостающие запчасти там или обменивался с участниками общества запчастями, которые были у него. Коллекционеры из этого общества покупают запчасти от автомобилей Формулы 1 для того, чтобы выставить у себя в офисе в прозрачной коробке из плексигласа, как выстовочный экспонат. Кевин же все приобритённые запчасти сразу устанавливал на свой болид.
Также, Кевин часто приезжал в Оксфордшил (Oxfordshire), где базируется много команд Формулы 1, чтобы купить некоторые запчасти там. Местные механики, узнав о затее Кевина, отдавали некоторые запчасти бесплатно.
Руль был приспособлен от PlayStation, так как оригинальный он не мог найти дешевле 9000 долларов.
Болиды BAR-Honda, на базе которой он собрал свою машину, оснащались двигателями V10 объёмом 3 литра, имеющие мощность 600 лошадиных сил. Самый дешёвый двигатель такого типа он нашёл по стоимости 20000 долларов. Для него это слишком дорого. Как более бюджетный вариант Кевин поставил менее мощный агрегат Formula Renault V6 3.5‑литра, выдающий 480 лошадиных сил. Такая мощность будет более чем достаточной для фаната-любителя, чтобы удовлетворить свои драйверские амбиции на треке.
строительство
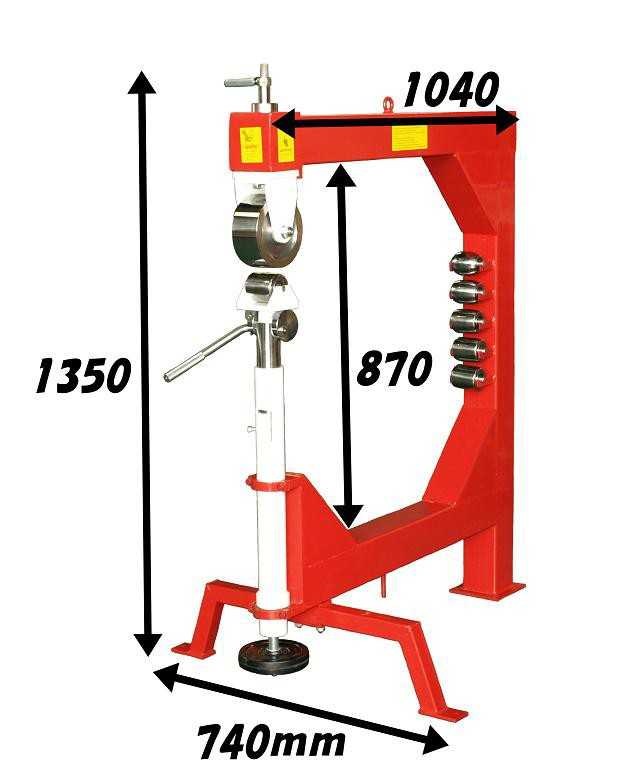
Машина имеет форму большой закрытой буквы «С». На концах буквы C два колеса. Верхнее колесо называется катящимся колесом , а нижнее колесо — наковальней . (Некоторые ссылки относятся к колесам по их положению: верхнее колесо и нижнее колесо ) . В наковальнях колесо , как правило , имеет меньший радиус , чем прокатки колеса. Хотя существуют более крупные машины, катящееся колесо обычно имеет ширину 8 см (3 дюйма) или меньше и обычно 25 см (10 дюймов) в диаметре или меньше.
Прокатки (сверху) колесо является плоским в поперечном сечении, в то время как наковальни (нижнее) колесо куполообразное.
Глубина С-образного каркаса называется горловиной . Самые большие машины имеют размер горла 120 см (48 дюймов), в то время как меньшие машины имеют размер горловины около 60 см (24 дюйма). C стоит вертикально и поддерживается рамой. Размер горловины обычно определяет самый большой размер металлического листа, который оператор может разместить в машине и легко работать. На некоторых станках оператор может повернуть верхнее колесо и упор на 90 градусов к раме, чтобы увеличить максимальный размер обрабатываемой детали. Поскольку машина работает за счет некоторого давления между колесами через материал и поскольку это давление изменяется по мере того, как материал становится тоньше, нижняя челюсть и опора рамы, которая удерживает опорный ролик, регулируются. Он может перемещаться с помощью гидравлического домкрата на машинах, предназначенных для стального листа, или с помощью домкрата на машинах, предназначенных для листового металла. Поскольку материал истончается, оператор должен регулировать давление для компенсации.
Рамочные конструкции — важнейший элемент этого простого устройства. По большей части колеса очень мало изменились с 19 века. Ранние английские машины (в отличие от американских версий), такие как Эдвардс, Кендрик, Браун, Боггс, Ранала и др., Имели чугунные рамы. Эти колеса, изготовленные в 19 веке, имели подшипники скольжения из баббитового металла , что затрудняло проталкивание и протягивание металла при работе под высоким давлением. Позже, когда вошли шариковые подшипники, машины стали больше подходить для твердых и толстых материалов, таких как сталь 1/8 дюйма. Несмотря на преимущества чугуна, его жесткость ( модуль Юнга ) меньше, чем у стали, и иногда его приходится заменять сталью, когда требуется более жесткая рама. Стальные рамы, изготовленные из сплошных листов, вырезанных пламенем, или рамы из сварных и разрезных пластин являются обычными конструкциями. Стальные трубы, как правило, квадратного сечения, использовались для колесных рам машин в течение последних 30 лет, особенно в США, где профилирование листового металла стало хобби, а также бизнесом. Машины с трубчатым каркасом имеют разумную цену и доступны в виде комплектов или могут быть легко собраны по чертежам. Самые жесткие трубчатые рамы имеют полностью триангулированную внешнюю распорную ферму . Они наиболее эффективны для обработки более тонких или мягких материалов, таких как сталь 20 ga или алюминий 0,063 дюйма. Машины с литой рамой, подобные изображенному на фотографии, все еще доступны.
Правильно оборудованный станок имеет набор опорных колес. Колеса с наковальней, такие как тележки, используемые с молотками для обработки панелей (которые также известны как наковальни), должны использоваться для согласования с желаемой коронкой или кривизной заготовки.
Как правильно отремонтировать спицованные колёса
В спицованном колесе сами стержни работают во время движения одинаково, как на сжатие, так и на растяжение.
Именно поэтому для комфортной эксплуатации автомобиля необходимо обеспечить спицам правильное натяжение, которое выполняется следующим способом:
- Ремонт спицевых дисков — с чего начинать? Прежде всего, для правки мото дисков нужно обеспечить абсолютно равномерное натяжение всех спиц таким образом, чтобы лёгкий удар по ним издавал одинаковый мелодичный звук.
- Когда какая-то спица немного длиннее других, её нужно натянуть чуть слабее, а более короткую — сильнее. Таким образом при свободном вращении колеса корректируется натяжение абсолютно каждой спицы.
- Если на колесе во время наезда на препятствие образовалась маленькая «восьмёрка», то можно провести ремонт спицованных дисков простой перетяжкой всех спиц по очереди, однако это работает только когда на колесе прошла упругая деформация.
Спицованный диск на Урал
Если на ободе обнаружено замятие, либо общий выгиб колеса настолько силен, что простым перенатяжением его не исправить, то колесо должно быть полностью разобрано и вытянуто на том же холодном стенде, а затем собрано обратно.
Важно! Процедура натяжения спиц не так уж проста, как может показаться на первый взгляд, потому что даже полмиллиметра отклонения могут вызвать дефект изделия уже в другую сторону
Прокатка дисков на мотоцикл ИЖ
Мотоциклы ИЖ всегда продавались со спицевыми колёсами, так как история марки уходит далеко в 1929 год, а прекратился выпуск лишь в 2008 году. Таким образом, инженеры и дизайнеры всегда придерживались классических вариантов изготовления дисков на свою продукцию. Однако это вовсе не означает, что на этот транспорт совсем нельзя подобрать литые диски на мотоцикл ИЖ, и многие мотолюбители нередко тюнингуют свои байки подобным образом.
Соответственно, литые мотоциклетные диски нередко подвергаются деформациям, их необходимо устранять при помощи правки или рихтовки.
Ремонт мотоциклетных дисков для транспортных средств отечественного производства:
- Нужно демонтировать колесо с его посадочного места на мотоцикле, что нередко сопровождается с демонтажем глушителя (при поломке заднего диска).
- Мастер или сам владелец мотоцикла тщательно осматривает изделие, выявляя на нём все имеющиеся дефекты. Перед этим диск моется и вытирается насухо.
- Если на колесе обнаружились трещины, то их необходимо заварить при помощи аргонной сварки для соединения легкосплавных элементов. После процедуры необходимо зашлифовать все швы болгаркой с абразивами различной зернистости.
- Специалист на шиномонтаже или СТО проверяет при помощи специального станка диск на предмет идеальной геометрии.
- Если на диске обнаруживается «восьмёрка», её необходимо выправить на вытяжном прокатном стенде. Использовать надо лишь станки с холодным воздействием, а не устаревшие машины, которые могут выправлять геометрию лишь после нагрева, так как некоторые лёгкие сплавы не переносят высокие температуры и теряют свои физико-механические свойства.
- Для восстановления лакокрасочного покрытия необходимо счистить старый слой с поверхности изделия, а потом нанести несколько новых, периодически чередуя пигмент с лаком.
- Последним этапом будет полировка изделия диском со специальной пастой — полиролью.
Литой диск на ИЖ Важно! Чтобы качественно прокатать диск со всеми вытекающими процессами, это занимает, как правило, от одних до двух суток, причём на второй день изделие сохнет, чтобы лак не был повреждён уже во время установки на байк, — в зависимости от состава жидкости, процесс её полимеризации может продолжаться от нескольких часов до 2 дней
Изготовление крыла для мотоцикла с нуля, без английского колеса
Приветствую всех начинающих кастомайзеров и не только. В статье про изготовление крыла для мотоцикла с нуля, которую можно почитать, кликнув вот по этой ссылке, я рассказал как изготовить из листа металла крыло для мотоцикла, используя в работе станок английское колесо. Ну а что же делать тем начинающим кастомайзерам, у кого нет станка английское колесо, или кто не может себе позволить выложить полторы-две тысячи американских денег за этот станок, ну или не в состоянии его изготовить. Для таких людей, в этой статье, я опишу не менее эффективный способ изготовления мотоциклетного крыла с нуля, но при этом английское колесо не понадобится, а качество готового изделия будет нисколько не хуже.
Но и при этом способе, всё же голыми руками не изготовишь мотоциклетное крыло, я имею в виду нормальное крыло, а как многие уже знают, нормальным я считаю крыло, на которое после его изготовления не нужно будет накладывать шпаклёвку. Так вот, для изготовления нормального крыла, естественно потребуется соответствующий инструмент. Дорогое английское колесо как я уже говорил мы при этом способе не используем, но потратится всё же придётся. Главная трата денег, но в гораздо меньшем количестве, пойдёт на не менее уникальный станочек, называемый зигиговочная машинка. Приобрести его можно всего за 300 — 500 долларов (многие на покупку мобильников тратят больше), а можно изготовить самостоятельно. Так же следует заказать токарю ролики соответствующего профиля, и этот профиль можно рассмотреть на фотографиях ниже (если таких не окажется в наборе зигмашины которую вы купите). Ну и естественно потребуется сварочный аппарат, ведь без него начинающему кастомайзеру, да и любому мастеру не обойтись.
Можно использовать для прокатки центральной полоски ролики этого профиля или как на серой зигмашинке, их профиль немного отличается, но разницы в прокатывании металла нет.
Теперь нужно плоским деталям придать объём. Для начала возьмём центральную полосу, прочертим в центре полосы маркером линию и затем плавно согнём полосу металла по диаметру колеса, нет даже немного меньше диаметра колеса и далее вы поймёте почему (при сгибании полосы, лучше использовать вальцы, но можно и руками например на подходящем баллоне, или бочке). После этого прокатаем по начерченной маркером центральной линии полосу, роликами соответствующего профиля (см. фото). В итоге получится выпуклая полоска по центру будущего крыла, которая добавит жёсткости будущему крылу, красивый внешний вид и к тому же немного согнёт всю центральную полосу небольшим полукругом, придав небольшой объём будущему крылу.








Кто заметил, верхний ролик немного отличаются от ролика на синей зигмашинке, но разницы в эффекте прокатки нет.
Обе боковины (а точнее их кромки) также прокатываем между роликами зигмашинки, закругляя кромки боковин.
Далее провариваем все детали уже сплошным швом, и после сварки зашлифовываем болгаркой с лепестковым диском сварные швы. Остаётся подрезать боковины крыла, придав им форму, например как на самых нижних фотографиях, или сделать более оригинальные вырезы, какие придумаете вы. Ну и советую ещё после обрезки закатать кромки вовнутрь, или приварить по периметру проволоку диаметром 4 — 5 мм, это придаст ещё большей жёсткости и красоты вашему крылу, и на большинстве заводских изделий, вы такой жёсткости не встретите. Дерзайте.
Кстати, чуть не забыл сказать, что при изготовлении более широкого заднего крыла таким же способом, можно будет прокатать выпуклую полоску по центру крыла не одну, а две, три или даже четыре — если ваше крыло очень широкое.
Вот вроде бы и всё. Теперь вы знаете как изготовить качественное крыло для вашего кастома своими руками, и причём без дорогого станка английское колесо. Остаётся применить и закрепить полученные знания на практике. Удачи всем и творческих успехов!
http://kuzov.info/stanok-angliyskoe-koleso-svoimi-rukami/http://autoburum.com/blog/284-anglijskoje-koleso-luchshij-stanok-dla-old-skulnoj-kastomizacii-kuzovahttp://usamodelkina.ru/5436-angliyskoe-koleso-stanok-dlya-obrabotki-metallicheskih-listov.htmlhttp://suvorov-castom.ru/angliiskoe-koleso-stanok-dlj-prokatki-metalla/http://classicautoclub.ru/manual/englishwheelhttp://motoli.ru/929-izgotovlenie-kryla-dlya-motocikla-s-nulya-bez-angliyskogo-kolesa.html
Верхнее колесо
На популярных конструкциях станков «Английское колесо» применяются различные валики с широким диапазоном диаметров и различной шириной. Самый важный фактор для получения хороших результатов – это верхнее колесо большого диаметра, в 3–4 раза больше, чем нижний валик. Нужно, чтобы оно было твёрдое, гладкое, отполированное. Это даст качественную прокатку. В качестве верхнего колеса можно использовать шарикоподшипник большого диаметра или изготовленный в заводских условиях валик или шар.
Вот фотография «Английского колеса» с верхним колесом, реализованным с помощью шарикоподшипника. Здесь мастер формует лист бронзы для демонстрации возможностей станка.
Преимущество, которое даёт подшипник, в качестве верхнего колеса – это точность(детальность) прокатки. Рабочая поверхность шарикоподшипника гладкая и металл твёрдый и жёсткий. Все эти свойства очень подходят для требований свойств верхнего колеса станка. Рабочая поверхность верхнего колеса при прокатке находится в контакте с листовым металлом. Если его поверхность не гладкая, то все неровности колеса отпечатаются на формуемом листе. Таким образом, если верхнее колесо имеет гладкую отполированную поверхность, то прокатанный лист металла также будет иметь гладкую поверхность.
В нашем примере верхнее колесо изготавливалось специально для станка. Была задумка сделать прочное колесо с лёгким весом. Колесо было изготовлено из плоского отрезка прокатного металла, сваренного в круг. Лёгкий вес колеса облегчит работу мастера со станком. Будет меньше инерции, и при смене направления прокатки не нужно будет прилагать большие усилия.
Материал колеса – нержавеющая сталь. Наружный обод состоит из двух отрезков, толщиной 0.6 см, сваренных вместе. Боковые пластины — 0.6 см.
Верхнее колесо было отшлифовано. В центр был вставлен шарикоподшипник.
«Английское колесо». Опыт эксплуатации оборудования в мастерской
Период эксплуатации: 2 месяца
Статус: Оборудование исправно
Оценка редакции: 8/10
Описание:
Станок «английское колесо» используется для рихтовки поврежденных частей кузова, создания необходимых профилей и восстановления ребер жесткости, что приводит к существенной экономии расходных материалов. С помощью «английского колеса» можно гнуть металл, придавать ему форму, а также править вмятины глубиной от 0,6 до 5 мм. Этот станок может применяться и для создания деталей из жестяных листов.

Для работы с «английским колесом» необходимо установить на него специальные насадки – контактные ролики, которые придают детали необходимую форму. Ролики ставятся в пазы установочной панели станка, после чего с помощью эксцентрика, соединенного с приводной рукояткой, мастер прижимает их к детали. При этом давление на металл должно быть достаточным и для прокатки металла без чрезмерного усилия, и для того, чтобы максимально продавить его всей рабочей поверхностью ролика. Добиться равномерного давления позволяет вращение расположенного на одной оси с эксцентриком установочного винта.
Для решения разнообразных задач используются насадки различной формы. Наше «английское колесо» (фирмы Matthys, E-56) имеет шесть роликов с радиусами 50, 76, 101, 152, 203 и 305 мм.
Другое оборудование в мастерской:
Помните, что оборудование следует покупать для решения конкретных задач и выбирать его в соответствии с ними. Редакция сайта будет регулярно обновлять материалы по эксплуатации оборудования по мере его использования в мастерской и делиться с вами своим опытом.
Процесс разборки трансмиссионной кассеты
Предварительно немного теории. На заднем колесе может быть два варианта деталей связанных с переключением скоростей.
- Трансмиссионная кассета. Это изделие отличается современностью и инновационными шлицевыми креплениями, которые прикрепляются к оси втулки.
- Трещотка. Несколько устаревшая модель, характерная для недорогих велобайков со скоростями. В наборе не более семи передач. Что касается крепления, то у него есть резьба с внешними параметрами установки.
Сразу акцентируем внимание на трещотке. Замена задней звезды на велосипеде с трещоткой невозможна. Только весь компонент менять полностью
Только весь компонент менять полностью.
Поэтому темой статьи будет проблема описывающая ситуацию, когда нужна замена кассетной звезды велосипеда. Что касается набора звезд в трансмиссии, то здесь возможны варианты до 11 штук, в зависимости от модели велосипеда.
Фото 1. Элементы трещотки и кассеты
Так как же поменять заднюю звездочку на скоростном велосипеде. Рассмотрим алгоритм действий.




- Взяв велосипедный ключ для заднего колеса, демонтируем его. Последовательно разжимаем рычаги и ослабляем фиксацию гайки.
- Теперь очередь за осевыми гайками. При помощи другого ключа сворачиваем крепление.
- Следующий этап предполагает выкручивание подшипникового конуса и его вытаскивание наружу.
- Вынимаем ось со всеми элементами.
Фото 2. Процесс выемка втулки.
- Берем специальный инструмент – съемник для кассет. Вставляем его в шлицы.
- Хлыст кладется на ту звездочку, которая является самой большой. Производим вращательные движения по ходу часовой стрелки.
- Одновременно при помощи разводного ключа, съемник вращается в обратном направлении.
Предварительный этап закончен. Такие простые действия возможны в обычных домашних условиях
Акцентируем внимание, что если изношена не одна звезда, а несколько, то лучше заменить всю кассету сразу. Такой вариант желателен и при повреждении самой большой звезды. И еще одна рекомендация
Все небольшие детали, шайбы и гайки складываем в определенное место, чтобы потом не искать по всему помещению
И еще одна рекомендация. Все небольшие детали, шайбы и гайки складываем в определенное место, чтобы потом не искать по всему помещению
Описание
Процесс использования английского колеса известен как Wheeling . Панели, произведенные таким способом, дороги из-за высококвалифицированного и трудоемкого метода производства, но у него есть ключевое преимущество, заключающееся в том, что он может гибко производить разные панели на одной машине. Это формовочная машина, работающая за счет растяжения поверхности и связанная с процессами штамповки панелей. Он используется там, где требуются небольшие объемы сложных изогнутых панелей; как правило, в кузовостроении , восстановлении автомобилей , гоночных автомобилях с космическим шасси, которые соответствуют правилам, требующим металлических панелей, напоминающих автомобили массового производства ( NASCAR ), прототипов автомобилей и компонентов обшивки самолетов. Производство колес в Англии находится на пике в производстве небольших объемов спортивных автомобилей, особенно когда используется более легко формируемый алюминиевый сплав.
Там, где требуются большие объемы производства панелей, колесо заменяется штамповочным прессом, который имеет гораздо более высокие капитальные затраты на установку и более длительное время разработки, чем использование английского колеса, но каждая панель в производственном цикле может быть изготовлена в кратчайшие сроки. секунд. Эта стоимость покрывается за счет более крупного производственного цикла, но штамповочный пресс ограничен только одной моделью панели на комплект штампов. Показанная английская модель колеса управляется вручную, но при использовании на более толстых металлических листах, таких как корпуса кораблей, машина может иметь привод и намного больше, чем показанная здесь.
Английское колесо — лучший станок для олд-скульной кастомизации кузова
Когда вы слышите фразу тюнинг в стиле олд-скул, что в переводе стара школа, то должны понимать, что это не только окончательный внешний вид в стиле тарой школы, а именно сама технология тюнига. В тюнинге прошлых лет не был распространен карбон, стеклопластик и прочие современные материалы и приходилось все делать из металла. Детали получались тяжелые надежные, красивые, особенно если сделать все по уму и с душой.
Автогиганты изготавливали все детали методом штамповки из листового металла, а вот гаражным «кастомазерам» и тюниг ателье подобное оборудование было недоступно. Но к счастью на помощь пришел станок для прокатки листового металла, придуманные еще со времен царя Гороха — английское колесо. Благодаря ему можно изготавливать детали кузова для автомобилей и мотоциклов. Необходимо сделать раздутые колесные арки — пожалуйста, спортивный капот с ноздрями — без проблем, бензобак-капля для чоппера или крылья — только в путь. С таким станком, фантазия по превращению обычного плоского металлического листа в необходимые геометрические формы, ни чем не ограниченна.
Конечно, многие детали можно изготовить из пластика и прочих современных материалов, но это уже не будет стилистика старой школы, да и к тому же пластиковые элементы под специфику вашего авто или мотоцикла могут не подойти. Например, вы изготавливаете рет-род — пластику тут не место или реставрируете автомобиль 30-40х годов прошлого века, тут должен быть только металл. А так как родных запчастей днем с огнем не найти, то придется изготавливать в ручную. Тут то нам и пригодиться английское колесо.
Что такое английское колесо?
На выходе мы уже имеем деталь не требующую дополнительной обработки и рихтовки. Это весьма удобно, если учесть, что все манипуляции мы можем производить в обычном гараже, без промышленного оборудования. Многие умельцы дабы расширить (раздуть) колесные арки вырезают листовой металл и согнув его в дугу, тупо приваривают к несущему корпусу. Вид получается, прямо скажем, не ахти. Пытаясь исправить положения, они накладывают тонны полимерной шпатлевки, пытаясь сгладить острые углы. У кого-то даже выходит довольно сносно. Кроме того, ролики английского колеса, различной формы, позволяют выполнить выпуклости, ребра жесткости и оформить фаски нашей детали.
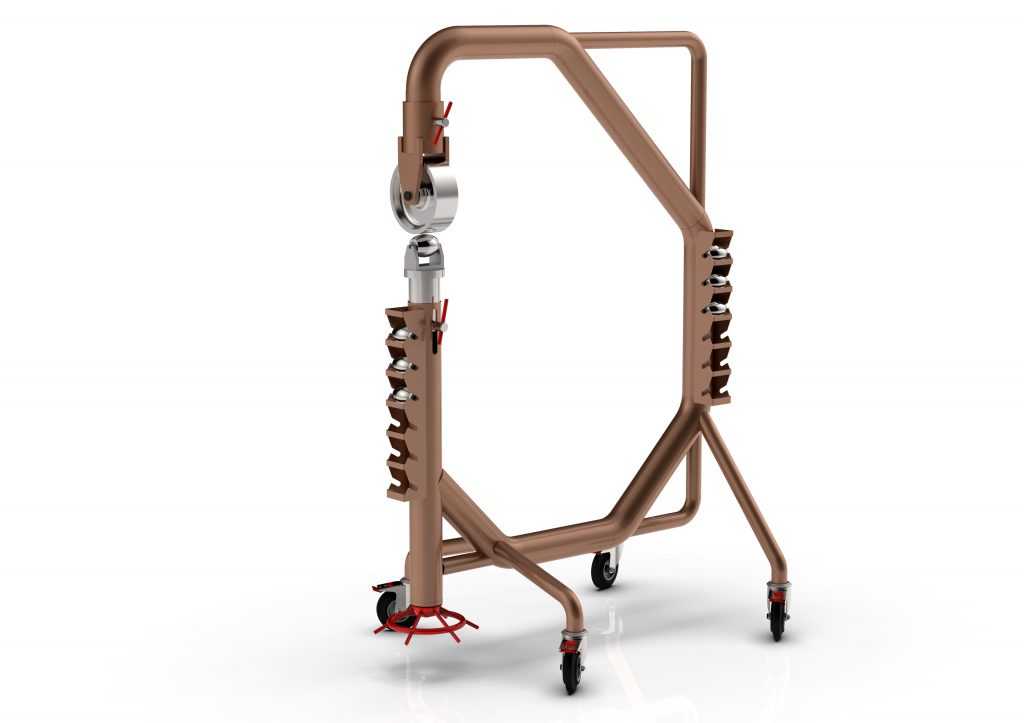
Что же из себя представляет английское колесо? Данный станок имеет форму округлой или прямоугольной скобы из металла с толстыми стенками, закрепленной на мощной платформе, не позволяющей опрокидываться устройству. На концевиках скобы имеются металлические ролики. Верхний ролик, закреплен на неподвижной оси, нижний снабжен прижимным гидравлическим или механическим механизмом, в зависимости от модели станка. Верхний ролик (основной) неподвижен по вертикали и вращается только вокруг своей оси, нижний прижимной, съемный. Нижние ролики можно менять в зависимости от того, какую площадь необходимо прокатать или какой изгиб сделать.
Английское колесо своими руками
Каркас готов, необходимо озаботится о главных элементах прокатного станка — роликах. В качестве верхнего ролика можно взять любой крупный подшипник от сельскохозяйственной техники или локомотива. Тут все просто. Свариваем крепление для подшипника и устанавливаем на концевик нашего станка. Нижние ролики. Тут сложнее. Изначально будет достаточно пары роликов различного размера. Если вы планируете прокатывать металл для кастомизации мотоциклов, то достаточно будет пару роликов шириной 30-50 мм.
Ввиду, маленькой площади прокатки. Для обработки листов большей площади необходимы ролики шириной 60-80 мм и больше. Сразу оговорюсь достать ролики не просто, фирмы торгующими английскими станками их не продают, остается либо заказать из заграницы или местным токарям. Благо чертежей в интернете сейчас полно, в разных вариациях. Стоимость комплекта роликов с площадок ebay порядка 10-15 тысяч рублей. Сколько возьмут токаря? Как договоритесь. Прижимной механизм, можно заимствовать из других станков, например механического выприсовывателя или тисков.
Чтобы еще больше минимизировать затраты, в качестве материала для скобы можно взять старую балку от грузовика. Металл на них мощный и к тому же, купить их можно на пунктах приема металлолома за копейки.